High-Efficiency Aerobic Digester Reactor for Sustainable Poultry Farms
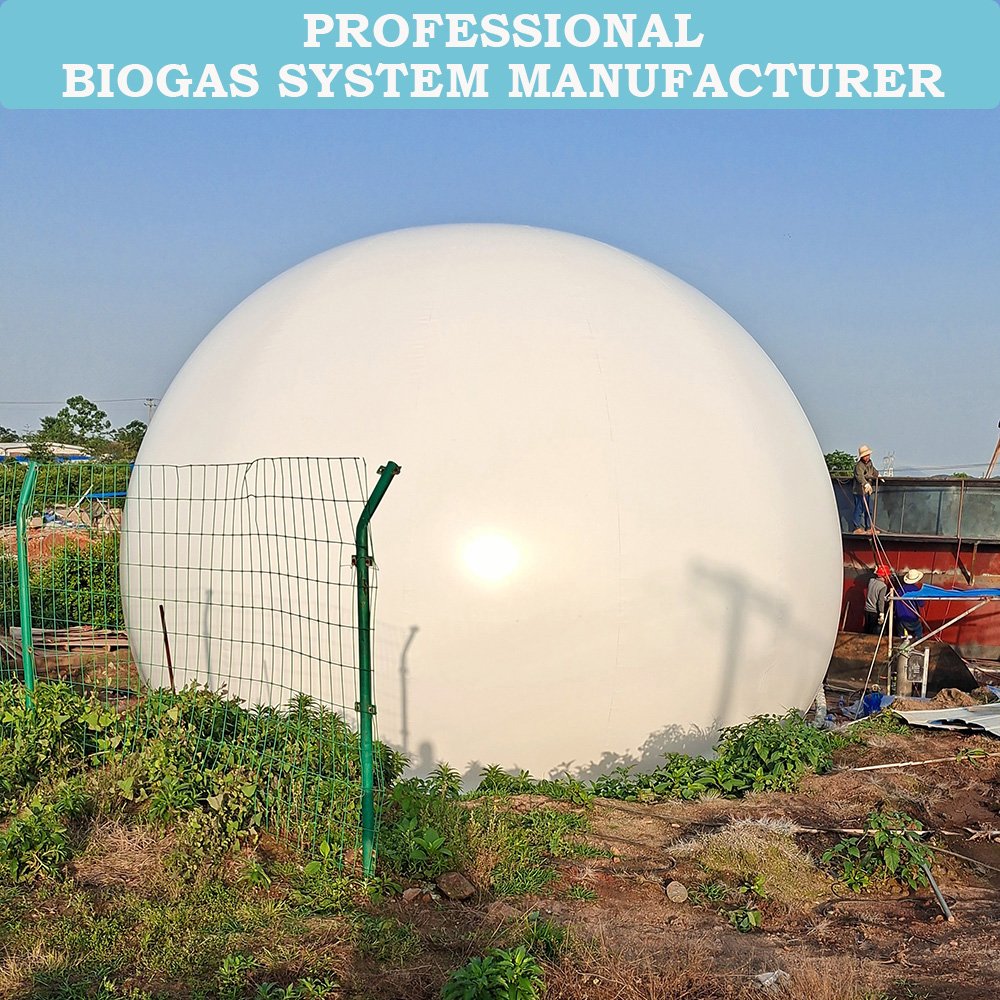
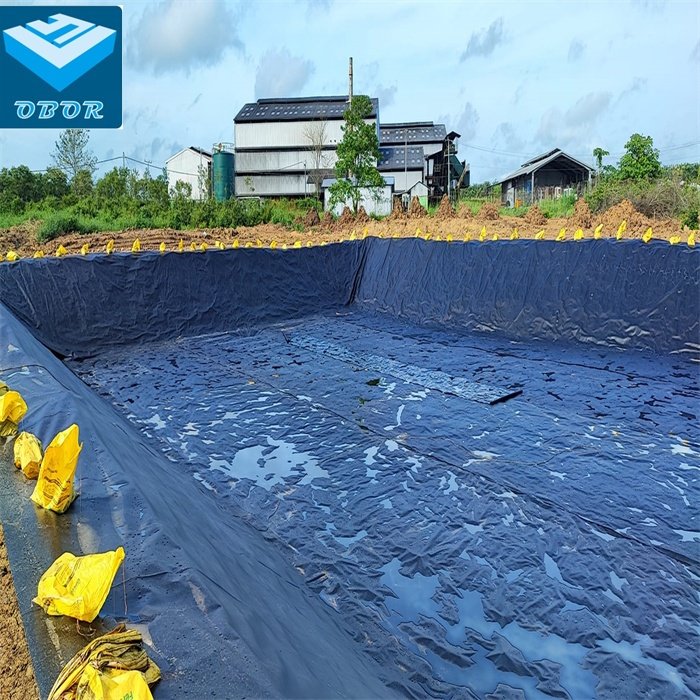
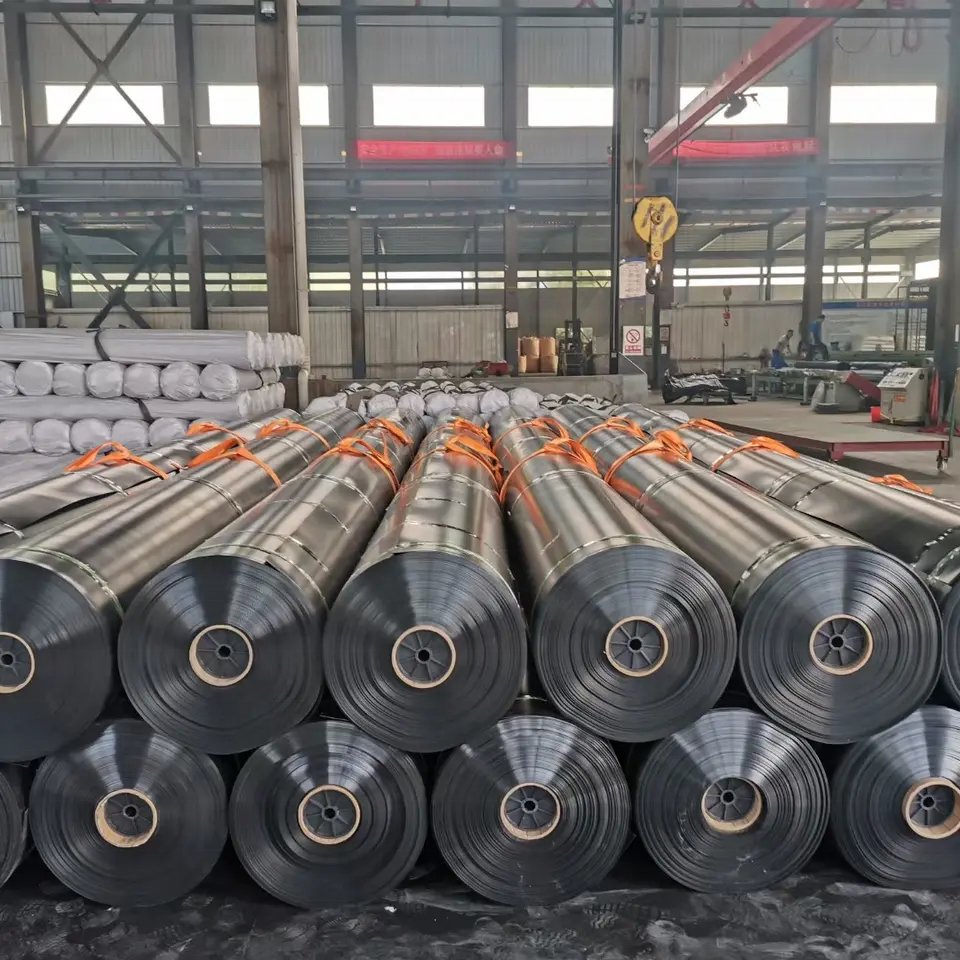
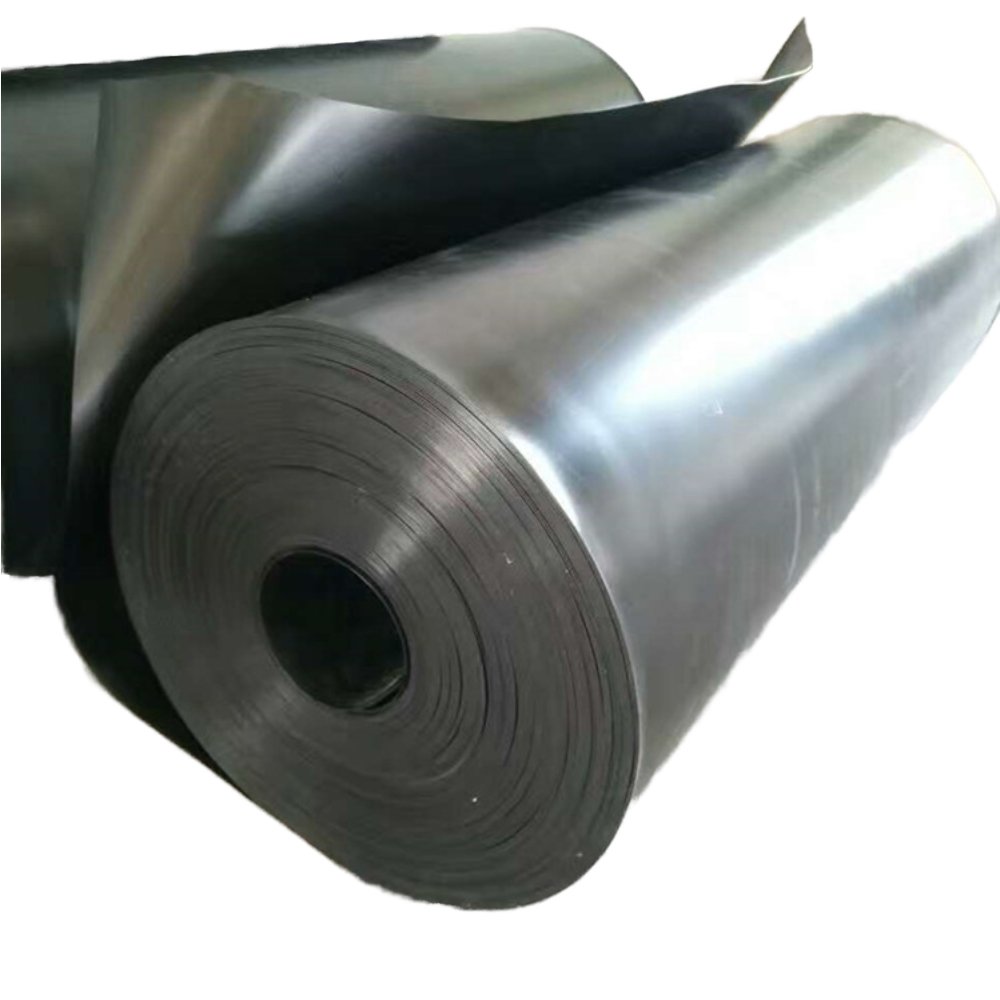
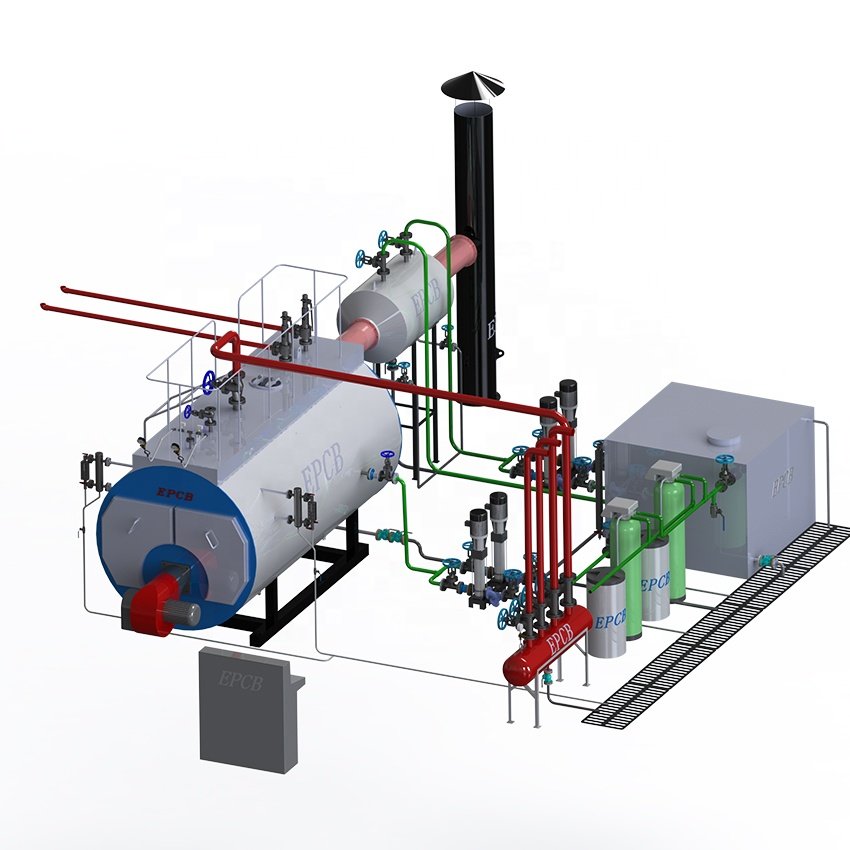
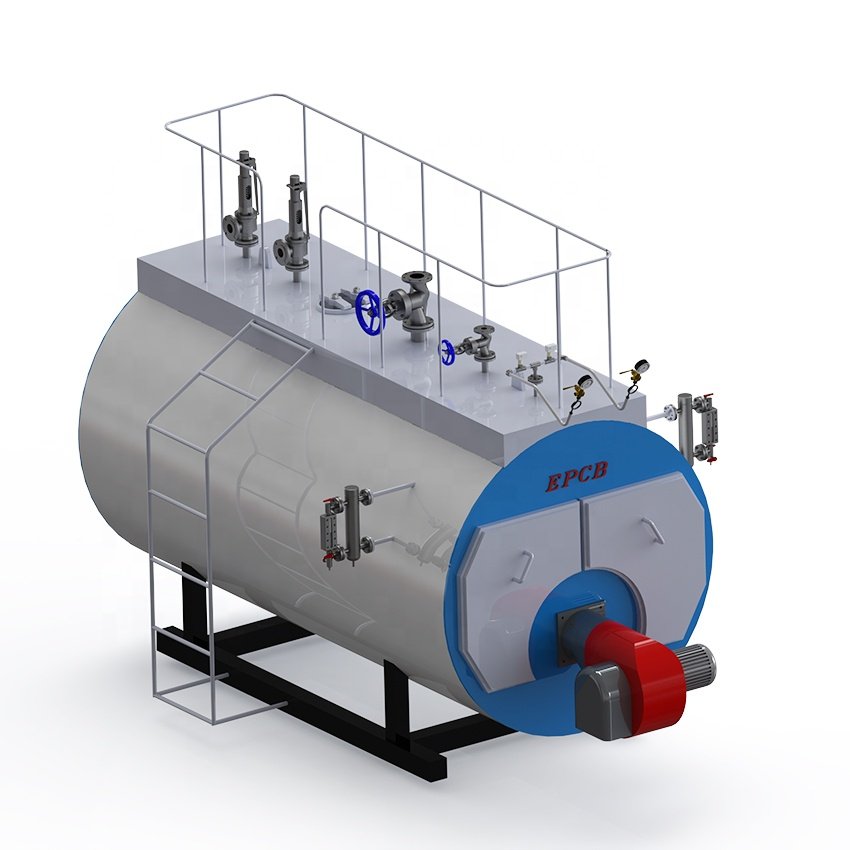
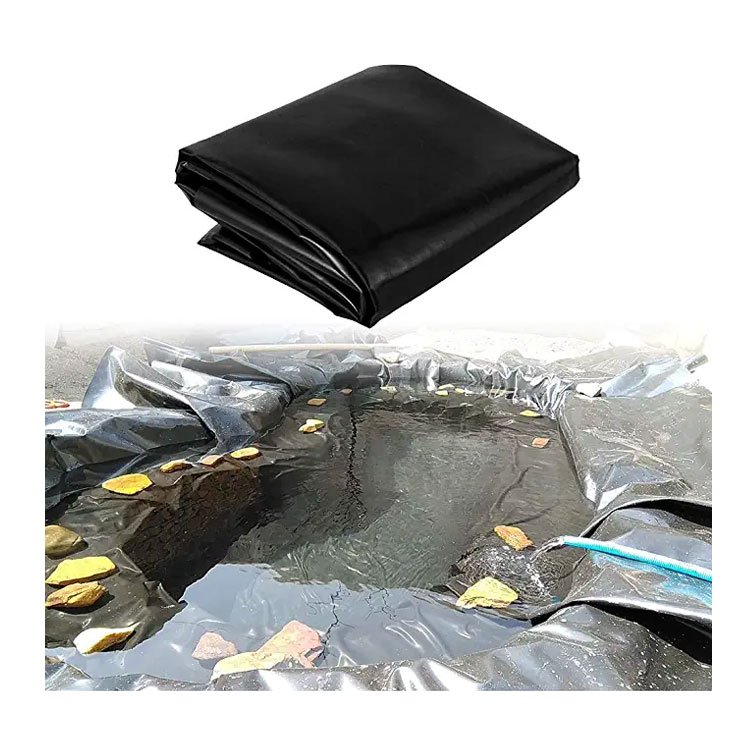
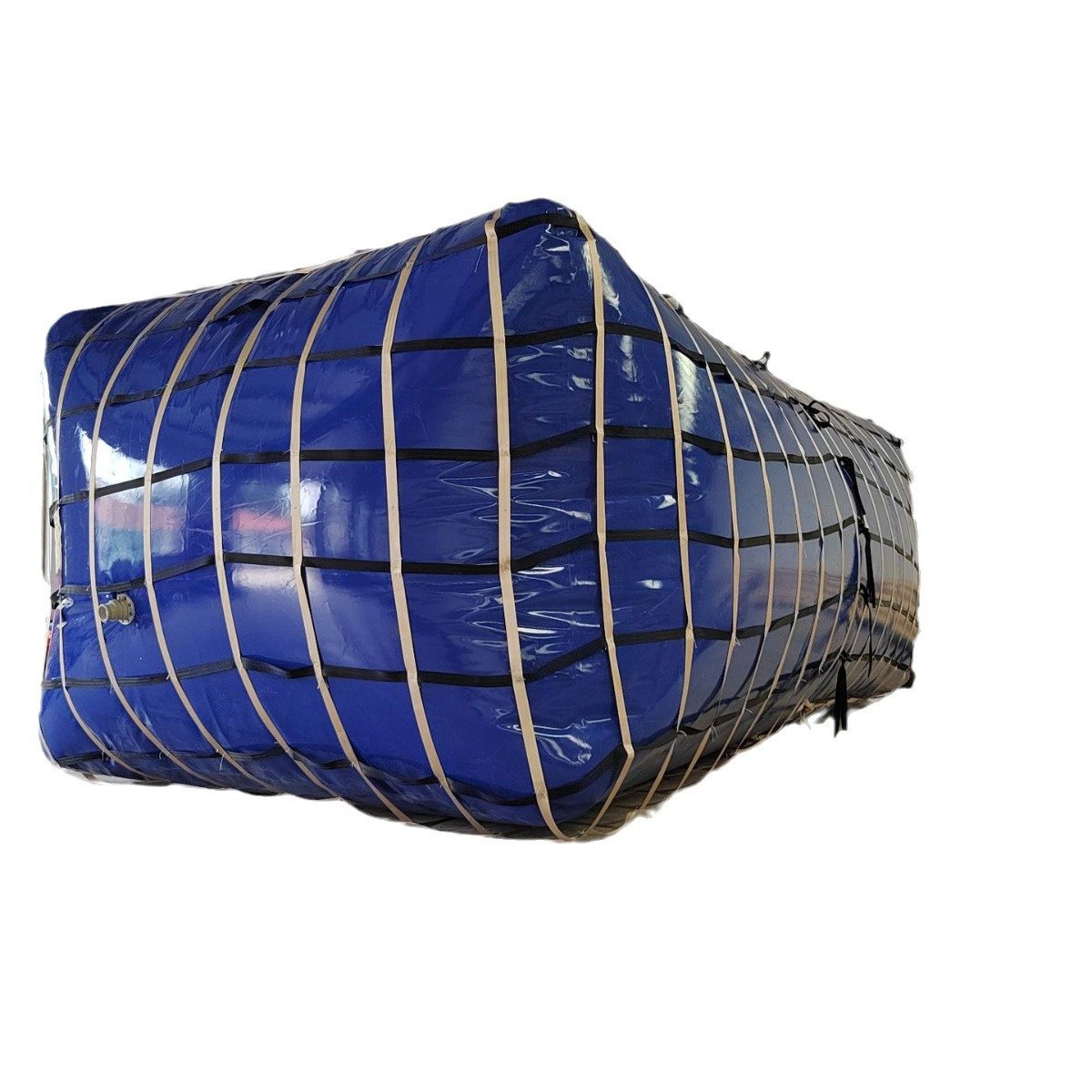
Compact biogas biodigester system designed for high-capacity organic waste conversion in poultry operations. Features reinforced HDPE construction with UV-resistant coating for extreme weather durability. Precision-engineered gas collection valves ensure optimal methane yield (up to 70% CH4 purity).
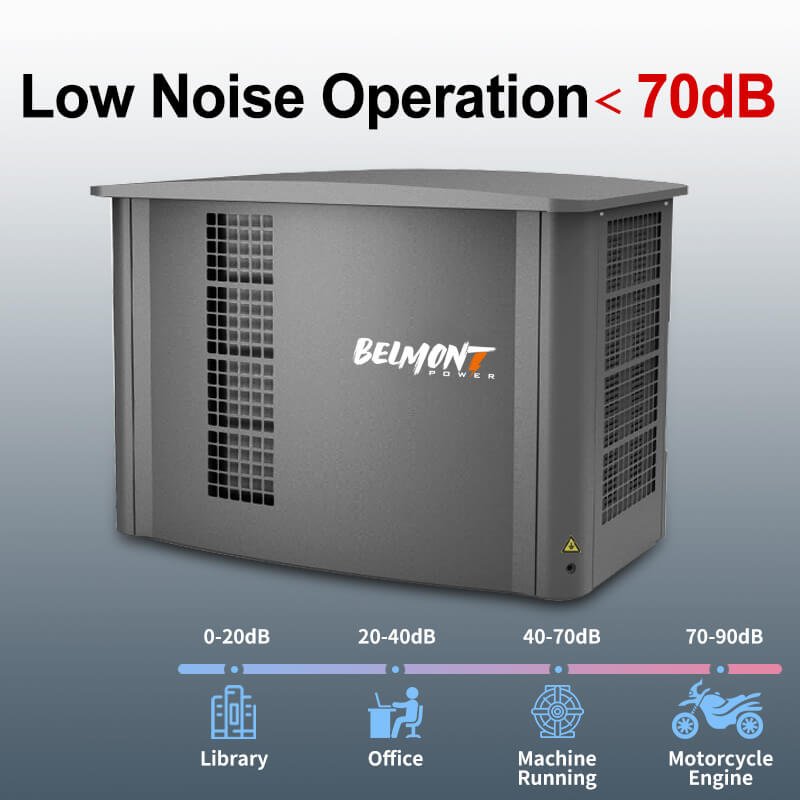
Integrated dual-chamber design separates liquid/solid phases automatically, reducing manual maintenance. Includes corrosion-resistant stainless steel mixing blades and temperature probes for 24/7 process monitoring. Ideal for medium/large chicken farms (500-5,000 birds) seeking odor control and renewable energy solutions.
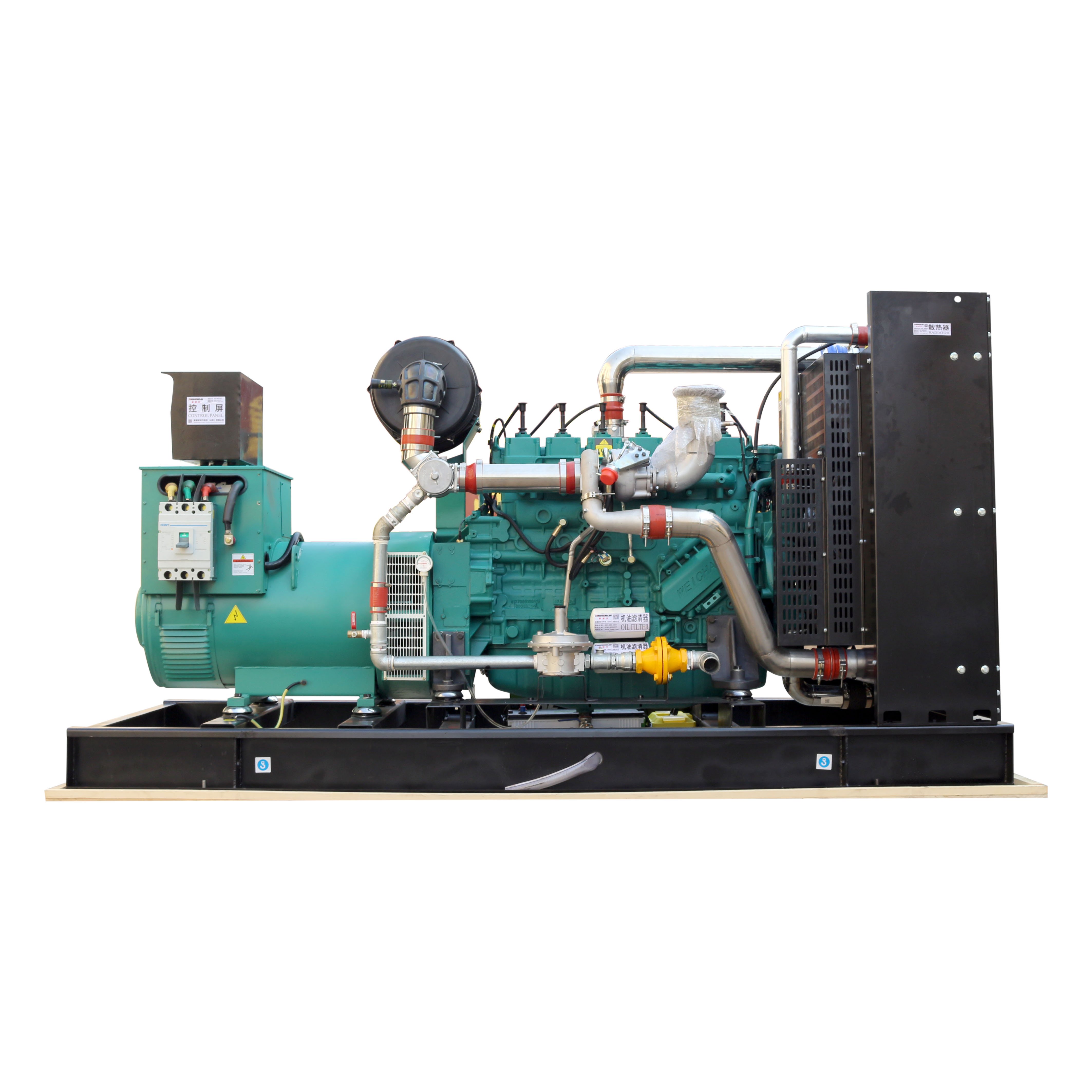
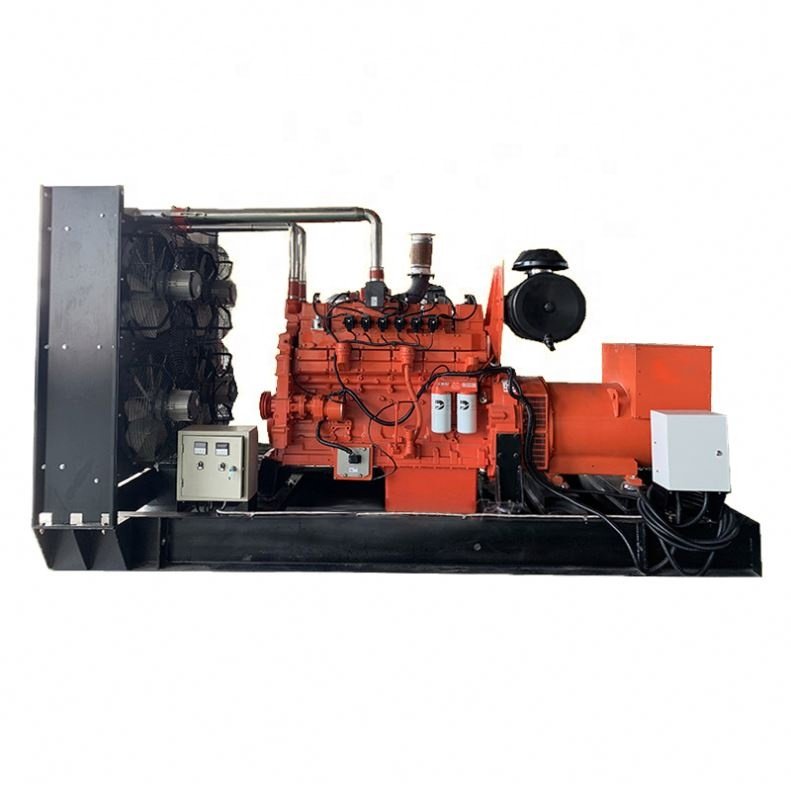
Complete plug-and-play system with pre-installed pressure relief valves and sediment traps. Converts 100kg daily manure into 8-12m³ biogas – sufficient for farm heating or electricity generation. NSF-certified components meet EU agricultural equipment standards. Ships pre-assembled with multilingual operation manual.
Exclusive bulk order discounts available for commercial poultry operations. Customizable capacity up to 50m³ for industrial-scale applications. Includes free technical support for installation and substrate ratio optimization.


Recent Purchase
View All
Customer Reviews
Aerobic digester reactor biogas biodigestor system for chicken farms
$24000$31569.83-23.98%
Model Number:
JM-120
JM-100
JM-160
JM-90
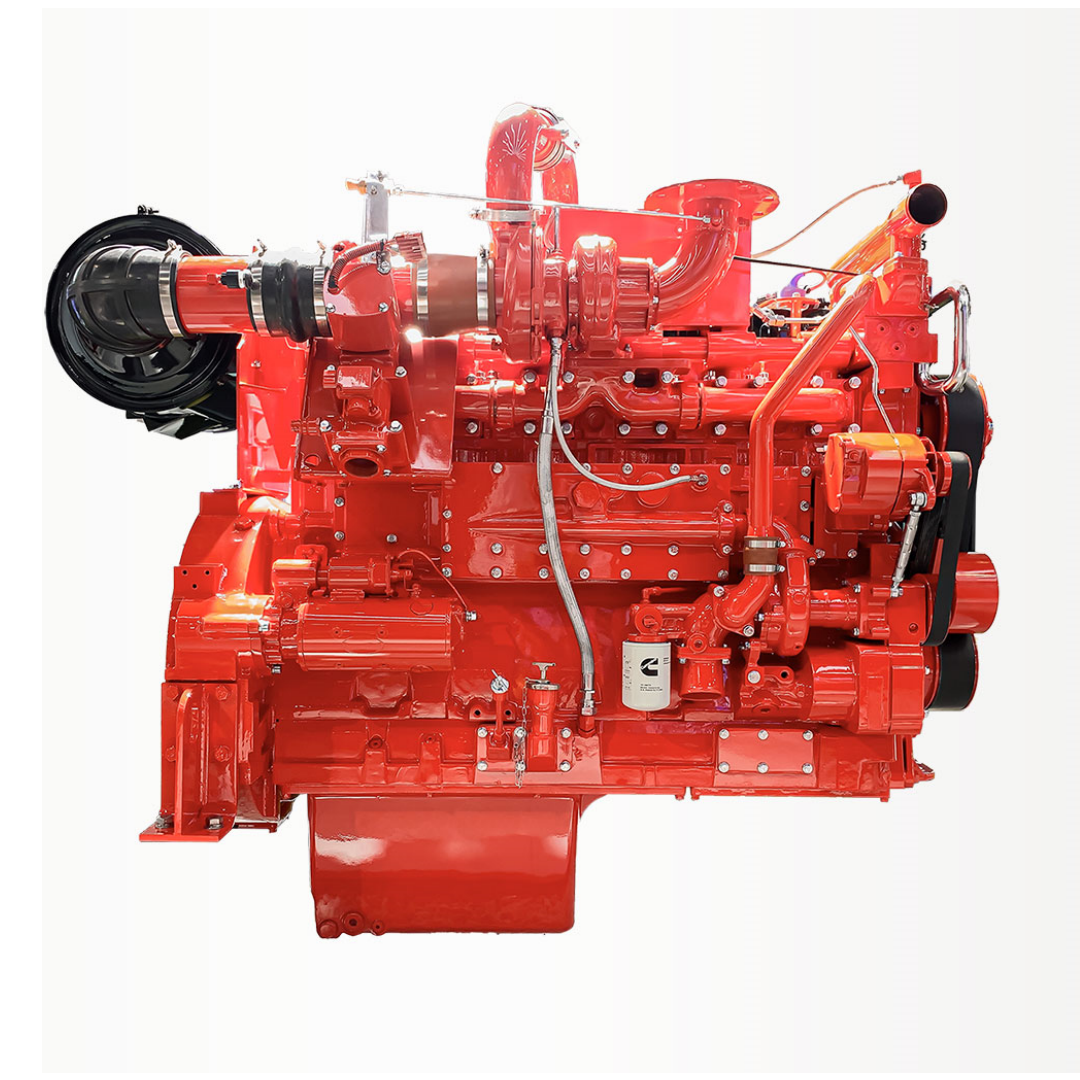
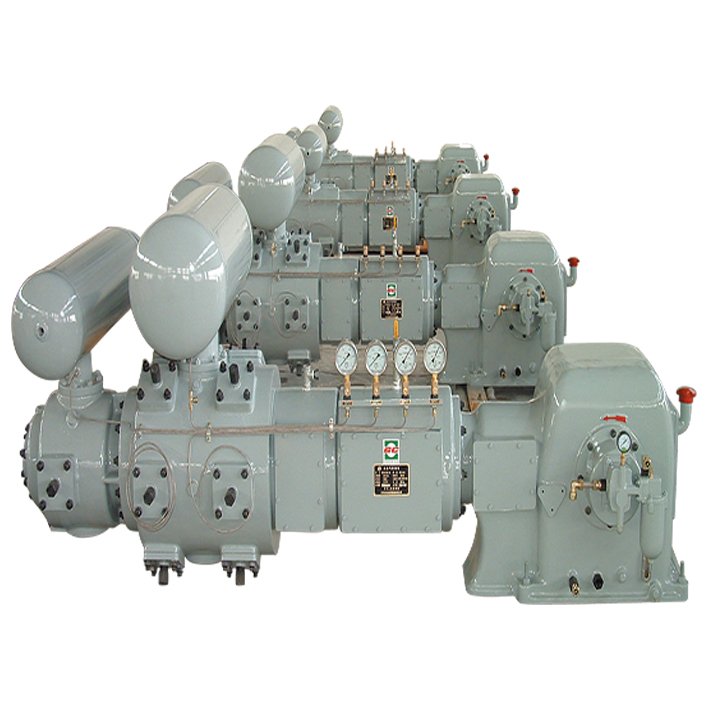
Power:
21Kw
29Kw
24Kw
Quantity:
Add to Cart
Wishlist
Features
See More